ENG
ENG-
关于莱诺

- Consulting service hotline
- 4006 112 722
-
 Official Account
Official Account WeChat Business
WeChat Business
-
新闻动态

- Consulting service hotline
- 4006 112 722
-
Official AccountWeChat Business
-
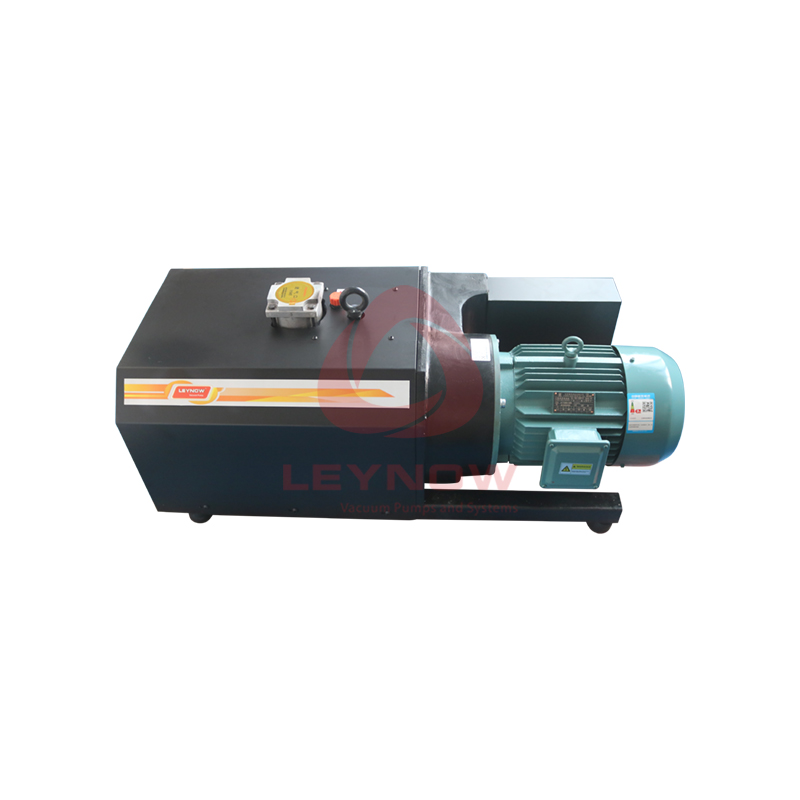
产品展示

- Consulting service hotline
- 4006 112 722
-
Official AccountWeChat Business
-
行业应用

- Consulting service hotline
- 4006 112 722
-
Official AccountWeChat Business
-
售后服务

- Consulting service hotline
- 4006 112 722
-
Official AccountWeChat Business